Description
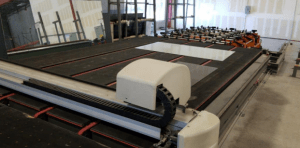
Model: GTH1525
Power: 368 KW / 480V / 3 Ph / 60 Hz
Glass Thickness Range: 5-19mm
Max Glass Size: 60″x100″
Weight: 12,000 KG
Date: 04/2015
Exterior dimensions:
13m(L)*8m(W) *2.8m(H)
Glass Types to be Tempered:
Common plate glass, pattern glass, sandblasted glass and opaque glass, concave-convex glass
(concave-convex range <2mm), reflecting glass and temperable Low-E glass
Tempered Glass to meet ANS Z97.1 Standard

The furnace comes with a convection system that reduces heating times to 35seconds per millimeter of glass thickness vs. the industry average of 60 seconds. So, for example a load of ¼” glass in our furnace will only take 210 seconds to heat whereas the same load in a traditional furnace would take up 360 seconds. This allows our customers to increase their productivity throughput and profit while providing the highest quality tempered glass.
The glass loading section comes equipped with photo sensors that gauge the size of the
load and automatically determine the optimal oscillation (shake & bake) pattern forFor sale – if you are in the market for a used tempering furnace wihtout breaking the bank, then look no more! We have a used and currently installed 60×100″ Glass tempering furnace with glass range from 5-19mm
This furnace provides exceptional results in tempering glass. With its advanced heating technology, it ensures precise heat distribution, allowing you to achieve consistent and uniform glass tempering every time.
tempering. Roller movements are computer controlled and driven by dual belt pulleys to
assure uninterrupted operation and precision. The load section also comes with side load
EPDM rollers and scratch-free castors that rise up and assist the operator in positioning
the glass. The operator is provided with a monitor linked to a closed circuit TV that
enables him, from the load position, to observe the glass as it exits the quench section and
is ready for off loading.
Multiple heating zones precisely positioned throughout the upper and lower sections of
the furnace as well as auxiliary elements located at the glass entrance and exit assure
glass quality and flatness. These zones enable the operator to evenly control heat
distribution for varying load configurations, thicknesses, and glass surface patterns while
the auxiliary elements help limit fluctuations in temperature that can result from opening
and closing the inlet and outlet doors. Our lower heating elements are covered by
stainless steel tiles that protect them from debris or breakage occurring in the furnace and
assist in uniformed heat distribution.
The unique forced convection system enables our furnaces to evenly heat the most
reflective Low-E glass. Balanced heating is imperative for achieving glass flatness.
Reflective or Low-E type glass can exhibit heating disparities of up to 40-degrees
between its reflective and non-reflective surfaces when heated in a non convection
furnace. Our patent pending controlled forced convection system allows our furnaces to
balance this disparity and achieve optimal glass flatness and quality. Other fabricators
simply use fans to agitate the air inside the furnace but do not have a direct effect on the
glass leading to distortion and in severe cases glass warping.
Furnace insulation is made up of 200mm thick ISO wool ceramic blocks, a ceramic base
and temperature resistant clay; all of which result in superb heat retention so much so that
one can touch the outer surface of the furnace, while at 680⁰C (1256⁰F), with their bare
hands and only feel slight heat emanating. All this translates to a large reduction in power
consumption and heat loss for our users.
The cooling section consists of individually controlled upper and lower air knives. This
allows for individual knife-to-surface distance adjustments not always possible in some
other furnaces. The operator can control the distance of the air knives to the glass from
the main control panel or an auxiliary panel located inside the quench section. Air
distance and force determine the particle size breakage pattern of tempered glass.
To conserve energy and reduce power consumption, this tempering line will consist of
two blowers controlled by SIEMENS frequency inverter(s) that automatically regulates
the idle, ramp up, quenching, cooling, and slow down speeds. Other furnaces simply use
a start/stop feature that results in the blowers operating at peak output during batch runs
resulting in higher power consumption costs.
Our primary control panel has a user friendly touch screen graphical interface where the
operator controls and monitors all events during furnace operation. The home screen
consists of an information “Dashboard” which, at a glance, notifies the operator of
individual heating zone temperatures, cycle times, load presence, average heat, and much
more. This data equips the operator with the necessary tools to adjust tempering recipes
as he deems fit.
Our furnaces also come equipped with an automatic start up feature which enables the
operator to program the furnace so that it is ready for use when he arrives to work.
Tempering Overview:
The general working principle of a horizontal tempering-furnace requires that the glass reach
approximately 630 degrees Centigrade, or about 1,165 Fahrenheit, in a uniform manner while
minimizing the temperature gradients during the time the glass is heating. This is
accomplished primarily through controlled radiation from the heating elements (and forced
convection) as the glass oscillates back and forth over fused silica rollers. When the glass
temperature has reached about 630 degrees Centigrade, the rollers quickly move the glass
forward into an air intensifying-section for tempering. The immediate and sustained
application of air via an array of fixed, reciprocation or rotating blast nozzles in the quench
uniformly extracts heat from both surfaces and produces the temper. The result is a relatively
hot glass core that is in tension against the fast cooling and compressing surfaces. Thereafter
the glass moves to a cooling section to sustain the quench long enough to prevent reheating of
the glass surfaces from the still-hot glass core. As the center then cools, it forces the surfaces
and edges into high tension. A quenched condition becomes stable when the glass is reduced
to a temperature of approximately 200-315 ° C.